

摘要
砂纹型粉末涂料在防火门上喷涂固化后,用折弯机折弯加工时性能差,涂膜容易出现开裂、掉皮等现象。
通过对聚酯树脂固化条件、树脂总量、涂膜厚度、助剂的加入量调节以及粉末产品的粒径大小等因素的综合分析,制备防火门用抗折弯砂纹粉末涂料。
防火门的外表是使用涂料进行装饰和防护的涂料在线coatingol.com。粉末涂料涂装相对传统的溶剂型涂料涂装具有生产效率高、工艺简单、环境友好、原材料利用率高、易实现自动化涂装等优势,因此越来越多的厂家选用粉末涂料作为防火门涂装的首选。
防火门传统粉末涂料涂装工艺为:钣金剪折冲焊→酸洗磷化→填充→胶合→折弯→粉末涂装→烘烤固化。
该工艺先将门板加工成型最后再进行涂装,可避免加工过程中对涂膜造成的破坏,对粉末涂料柔韧性能要求低。
但由于防火门胶合工艺需要在夹层中添加蜂窝纸、岩棉、玻璃棉、硅酸铝等材料,工件质量增大,吊装困难。
夹层还会吸收大量的热量,延长了工件升温时间,降低生产效率。新的防火门涂装工艺为:钣金剪折冲焊→酸洗磷化→粉末涂装→烘烤固化→填充→胶合→折弯成型。新工艺要求粉末涂料具有高柔韧性、抗折弯性能。
防火门上应用的粉末涂料产品多种多样,平光粉、皱纹粉、砂纹粉和转印粉等均有涉及。砂纹型粉末涂料花纹美观、装饰性强,还可以弥补和遮盖工件表面粗糙、不平整等缺陷,该类粉末涂料广泛应用于防火门涂装。
砂纹粉末涂料由于纹理的形状在折弯时形成密集应力集中点,折弯后形成裂痕,大量微小裂痕造成涂膜的开裂、掉皮。
粉末涂料理想的固化条件为工件升温到190~200℃后保温10~15min。由于防火门工件较大,连续生产作业时工件固化温度和时间受到限制,经过对多厂家实际测量,实际固化条件在185℃、10min,冬季施工温度和时间更低,固化条件在180℃、8min。
本文从以上两个难点出发,制作高柔韧性能的砂纹粉末涂料,一是0T折弯不开裂(涂层在弯曲面外侧,180°对折)。
二是适用苛刻的固化条件,固化条件在180℃、8min满足大部分的用户应用。本文以聚酯树脂为基料,通过配方调节和生产工艺控制,以期获得质量稳定的抗折弯砂纹粉末涂料。
1 实验部分
1.1 主要原材料
聚酯树脂(SJ4#E、SJ4700、SJ4800):工业级,安徽神剑;固化剂(TGIC):工业级,鞍山润德;流平剂(KC758):工业级,安徽景成化工;硫酸钡(沉淀硫酸钡):工业级,嘉信化工;硅灰石(800目):工业级,上海辉潮;砂纹剂(816):工业级,杭州中顺;有机膨润土:工业级,安吉;柔韧剂(F-105):工业级,苏州帕特纳。
1.2 实验设备及仪器
电子天平(TC3K):常熟市双杰测试仪器厂;双螺杆挤出机(SFJ-32N):烟台远丰机械有限公司;多功能粉碎机(YB-700):永康市速锋工贸有限公司;高压静电喷(CQ-SJ5):深圳市成企鑫科技有限公司;电热鼓风干燥箱(WGL-125B):天津市泰斯特仪器有限公司;激光粒径分布仪(BT-9300H):丹东市百特仪器有限公司;涂膜冲击器(QCJ):天津鸿聚利试验设备厂;涂膜划格仪(QFH):天津市精科材料试验机厂;T型弯曲试验机(QZW):精科;杯突试验仪:德国BYK;耐湿热试验箱:英国sheen;盐雾试验箱(F-120S):东莞市精卓仪器有限公司;膜厚测试仪(4500B):尼克斯。
1.3 抗折弯砂纹粉末涂料参考配方
根据客户施工环境和固化条件,确定抗折弯砂纹粉末涂料参考配方,具体如表1所示。

1.4 粉末涂料的制备
按照表1配方称取原材料,充分预混合后在挤出机中熔融挤出,挤出机转速50Hz,一区温度95℃,二区温度105℃,冷却后压片,初破碎后用多功能粉碎机破碎,过手筛制得粉末涂料。
1.5 性能测定
将制取的粉末涂料分别使用静电喷枪均匀涂覆在尺寸为50mm×120mm×0.3mm马口铁板上,膜厚控制在(60±10)μm,喷涂后放入固化炉中烘烤固化,180℃、保温8min后取出样板。
样板置于(23±2)℃及相对湿度50%±5%的恒温恒湿环境中,按标准测试各项性能。参照GB/T1732—93《漆膜耐冲击测定法》,采用涂膜冲击器(QCJ)进行测试。
参照GB/T13448—2006标准第7部分弯曲试验的测试方法,采用T型弯曲试验机进行测试。参照ISO8130-8:1994《粉末涂料第8部分:热固性粉末涂料贮存稳定性的评定》,采用电热鼓风干燥箱(WGL-125B)进行测试。
2 结果与讨论
2.1 聚酯树脂的选择
粉末涂料行业中使用的聚酯多是饱和型的,由多元醇和多元酸通过聚酯化反应合成,体系繁多,用途各异。从端基的结构分为端羧基聚酯树脂和端羟基聚酯树脂。
端羧基聚酯的酸值从20~100mgKOH/g酸值不同性能不同,应用于不同的粉末涂料中。
本文采用的为低、中酸值(20~45mgKOH/g)的聚酯用异氰脲酸三缩水甘油酯(TGIC)作固化剂制备耐候性优异的聚酯粉末涂料。但TGIC属于限制类产品,今后使用中须注意。
选取3种不同反应速度的聚酯树脂,按照参考配方在180℃、8min条件下固化反应。在相同条件下进行耐冲击性、胶化时间、0T弯曲、贮存稳定性的测试,选取适应的聚酯树脂,实验结果如表2所示。
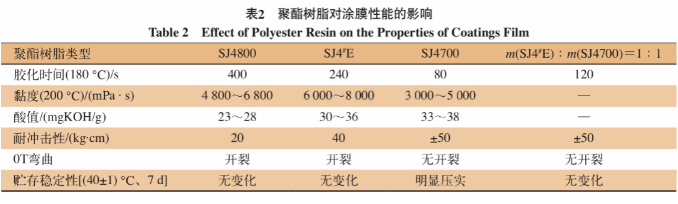
由表2可以看到,SJ4800的固化速度缓慢,在180℃、8min条件下涂膜没有充分反应,耐冲击性和0T弯曲很差。
SJ4#E的固化速度相对较慢,在180℃、8min条件下涂膜没有充分反应,耐冲击性和0T弯曲相对较差。
SJ4700反应速度快,在180℃、8min条件下能充分固化,耐冲击性和0T弯曲通过,但是SJ4700的活性高,贮存稳定性差。
将SJ4#E、SJ4700两种聚酯按质量比1∶1混合搭配,得到的涂膜在180℃、8min条件下,耐冲击性和0T弯曲通过,贮存稳定性无变化。
综上所述,选用聚酯SJ4#E、SJ4700(1∶1)制作砂纹粉为宜。
2.2 树脂量选择
树脂量的控制可由颜基比调节。树脂量加量少时,增加了粉末涂料的熔融黏度,降低了分子运动速度和固化速率,延长固化时间,涂膜在规定条件下固化不足,机械性能差。
选取3种不同含量的树脂份,按照参考配方在180℃、8min条件下固化反应。在相同条件下进行光泽、砂纹效果、0T弯曲的测试,选取适应的树脂量,实验结果如表3所示。

由表3可以看出,树脂量为50%时喷涂出的板面砂纹粗糙,光泽低,0T弯曲开裂。树脂量为60%时喷涂出的板面砂纹细腻,光泽较低,0T弯曲无开裂。
树脂量为70%时喷涂出的板面砂纹平滑,光泽亮,0T弯曲无开裂。其他条件不变的情况下,随着树脂量的提高粉末的上粉率逐渐增加,体系的黏度越低,表现出的砂纹效果越差,光泽越高,失去了磨砂的效果。
树脂量太低,粉末上粉效果差,砂纹的粗糙度更强,0T弯曲易开裂。适宜的树脂量能够控制材料成本。
综上所述,60%的树脂量应用在防火门抗折弯砂纹粉末的综合效果最好。
2.3 涂膜厚度
涂膜厚度是检测被保护工件实际应用和质量的重要测量方法,厚度的大小对被涂工件的各项性能有重要影响。
选取3种不同喷涂厚度的样板,按照参考配方在180℃、8min条件下固化反应。在相同条件下进行硬度、砂纹效果、耐冲击性、0T弯曲的测试,确定适当的膜厚,实验结果如表4所示。

由表4可以看出涂膜厚度在50~70μm时,板面砂纹细腻,硬度、耐冲击性符合标准,0T弯曲无开裂。涂膜厚度在70~90μm、90~110μm时,板面砂纹粗糙,硬度、耐冲击性符合标准,0T弯曲开裂。砂纹粉喷涂越厚,表面越粗糙,0T弯曲效果越差,因此砂纹粉不适合厚涂。
综上所述,抗折弯砂纹粉涂膜厚度控制在50~70μm为宜。
2.4 助剂用量确定
柔韧性助剂在粉末产品中具有良好的耐冲击性和拉伸性能,对产品的附着力、弯曲起到很好的调节作用。
选取3个不同加量的比对,按照参考配方在180℃、8min条件下固化反应。在相同条件下进行硬度、耐冲击性、砂纹效果、0T弯曲的测试,确定适应的加量,实验结果如表5所示。

由表5可以看出不加入柔韧性助剂粉末的耐冲击性和硬度能够达到要求,0T弯曲稍差。加入0.5%柔韧性助剂粉末的耐冲击性、硬度和0T弯曲均能达到要求。
加入1.0%柔韧性助剂粉末的耐冲击性、硬度和0T弯曲也能达到要求。砂纹粉自身的拉伸性能很差,随着柔韧助剂的加入,0T弯曲拉伸效果开始变好,加入量的逐渐加大后没有明显变化。
综上所述,加入柔韧性助剂,用量在0.5%为宜。
2.5 粒径控制影响
粉末涂料粒径分布会影响涂料的流平性、上粉率、回收率。一般来说,涂层粒径越小,越有利于其固化时的流平性,涂膜的外观也越平整、光滑。
同时涂料颗粒粒径小也可以降低涂层的厚度,同等质量的涂料就可以涂装更大面积,但是粉末涂料的粒径也不是越小越好。
粉末粒径小则带电性差,导致上粉率下降,所以需要严格控制颗粒的粒径分布。砂纹粉对粒径的要求更加苛刻,影响表面的砂纹效果和上粉率。
选取3个不同中位粒径的产品,按照参考配方在180℃、8min条件下固化反应。在相同条件下进行耐冲击性、砂纹效果、0T弯曲和贮存稳定性的测试,确定合适的粒径,实验结果如表6所示。
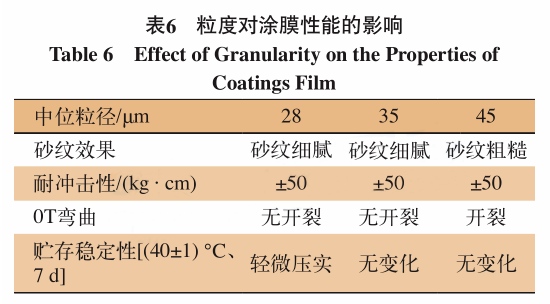
由表6看出粒径在28μm时,出来的砂纹细腻,0T弯曲、耐冲击性符合标准,但贮存稳定性差。粒径在35μm时,出来的砂纹细腻,0T弯曲、耐冲击性符合标准,贮存稳定性无变化。
粒径在45μm时,出来的砂纹粗糙,耐冲击性符合标准、0T弯曲裂,贮存稳定性无变化。相同的产品粒径不同,在0T弯曲、耐冲击性性能上变化不大,粒径越大砂纹效果越粗糙,粒径越小砂纹效果越细腻,但是粉末的贮存稳定性逐渐变差。
综上所述粉末产品粒径D50控制在35μm为宜。
3 产品性能检测结果
通过上述实验确定适应产品的配方,参照HG/T2006—2006进行涂料性能检测,具体性能检测结果如表7所示。

4 结语
(1)聚酯树脂的反应速度对抗折弯砂纹粉末涂料的影响较大,经实验确定聚酯m(SJ4#E)∶m(SJ4700)=1∶1搭配使用。
(2)树脂量、涂膜厚度对抗折弯砂纹粉末涂料有一定影响,经实验确定60%树脂量,涂膜厚度控制在50~70μm。
(3)柔韧性助剂对抗折弯砂纹粉末涂料的影响较大,加入量的逐渐加大后没有明显改观。确定加量在0.5%。
(4)粒径大小对抗折弯砂纹粉末涂料的0T弯曲有一定影响,选用中位粒径在35μm,得到的涂膜细腻,贮存稳定性好。
(5)通过对聚酯树脂的筛选、树脂用量调节、涂膜厚度对比、助剂加入量调整和粒径的控制得到了在180℃、8min固化完全、0T弯曲好、砂纹细腻的防火门用抗折弯砂纹粉末涂料。

合作单位:《中国建筑色卡》项目组 | 广东省混凝土供应链协会
涂料技术总群:215349093 | 涂料商务总群:325412434 | 涂料商务总群:325412434
站长信箱:23341570@qq.com | 业务QQ:1561418108 | 电话:15986629950(微信同号)
涂料在线 版权声明 | 免责声明 | 粤ICP备18041746号 | 涂料网,涂料在线,涂料油漆行业门户
