

摘要:主要对中纤板、刨花板采用腻子刮涂封边工艺,通过低温粉末喷涂及固化得到了高质量的边线涂层,并参照相关标准对边部粉末涂层进行测试,分析了低温粉末静电喷涂过程中人造板封边对涂层质量的影响,确定了腻子刮涂封边工艺相对于水性封边工艺具有高填充性、易施工、易打磨的优点。腻子刮涂封边处理工艺,采用传统的批灰施工方式,可以实现各种形状的人造板封边处理,是一种兼顾填充性及高操作自由度的低成本、高效的人造板粉末喷涂封边工艺。
关键词:粉末涂层 低温粉末喷涂 人造板粉末喷涂封边工艺
引言
静电低温粉末喷涂技术,是利用高压静电,将低温粉末涂料均匀地吸附在基材表面,再通过循环热风烘道或中波红外+循环热风烘道,实现粉末熔融固化的环保喷涂技术[1]涂料在线coatingol.com。可应用低温粉末喷涂的基材——密度纤维板及刨花板等人造板是以木材或其他非木材植物为原料,经一定机械加工分离成各种单元材料后,施加或不施加胶粘剂和其他添加剂胶合而成的板材或模压制品[2],它们在厚度方向上存在密度差异,一般情况下,基材上、下表面的密度较大,中间部分密度较小[3]。人造板粉末喷涂固化烘烤阶段,厚度方向密度差异容易造成板体厚度方向膨胀程度不同,从而导致基材侧边开裂,进而严重影响涂层质量,这个问题在中纤板粉末喷涂应用中最容易出现。此外,人造板粉末喷涂热固化过程中,人造板基材内部水分、未干透的胶水、添加剂或其他小分子物质
有受热溢出的趋势,若处理不当,容易造成粉末涂层出现基材开裂、缩孔、针孔及鼓泡等缺陷。此外,为了保证侧边粉末涂层流平完好,需要保证板材封边层的打磨性,以实现粉末基底平整,确保粉末熔融流平。总言之,高质量的人造板粉末喷涂对人造板基材性能及封边材料工艺有较高的要求。
目前人造板粉末喷涂封边技术有UV、水性漆、粉末、PUR封边等。UV封边技术受到工艺自由度及工艺可靠性的限制,难以保证板材喷涂一次成品率以及复杂形状板件封边处理,目前逐渐淡出技术应用圈。粉末封闭处理技术,受到成本及操作性的限制,目前应用相对较少。PUR封边可以实现中纤板及刨花板的粉末喷涂,但是受到工艺自由度的限制,难以实现非直边板件封边处理。水性漆封闭技术,兼顾了封闭性能及施工高自由度,适用于各种平面形状工件,
目前在人造板粉末喷涂中应用最为广泛。
本文通过对比应用目前主流的人造板水性封边技术,将一种新的粉末封边技术方式——腻子刮涂封边技术应用到中纤板及刨花板的粉末喷涂前处理中,通过测试及分析以确认该工艺在中纤板及刨花板静电粉末喷涂前处理封边的适用性,为进一步丰富人造板静电粉末喷涂封边工艺类型提供参考。
1 实验部分
1.1 试验材料与设备
1.1.1 试验材料
人造中纤板(12 mm,含水率7%~8%,密度690 kg/m³)、刨花板(20 mm,含水率9%~10%,600 kg/m³):江西腾臻家具有限公司;环氧-聚酯低温固化粉末涂料:理论固化条件为3 min@130 ℃,江苏锐康新材料有限公司;耐高温弹性乳液刮涂腻子(组成材料:弹性环氧乳液、滑石粉等):自制;水性单组分粉末封边漆JW310280:广东花王涂料有限公司。
1.1.2 试验设备
静电喷涂机整套设备:深圳市成企鑫科技有限公司;KT-506木材水分仪感应式木材水分测试仪:上海绩泰电子科技有限公司;DHG-9075A型电热鼓风干燥箱:上海一恒科技有限公司;RS-02A型号气红外试验炉:广西热神燃气科技有限公司;FLUKE-VT06/CN轻便型红外热像仪:福禄克测试仪器(上海)有限公司。
1.2 试验方法
1.2.1 封边处理工艺
水性漆封边,采用涂刷或喷涂的方式将水性漆施加到人造板侧边;腻子刮涂封边,采用家具制造前处理中广泛应用的批灰施工方式,将含高粉剂填料及高性能的耐高温腻子施加到人造板侧边。上述封边技术应用的涂刷、喷涂及批灰施工方式,施工自由度高,适用于各种复杂的平面形状。本试验针对中纤板及刨花板分别采用水性漆封边技术及腻子刮涂封边技术,具体工艺步骤见表1。
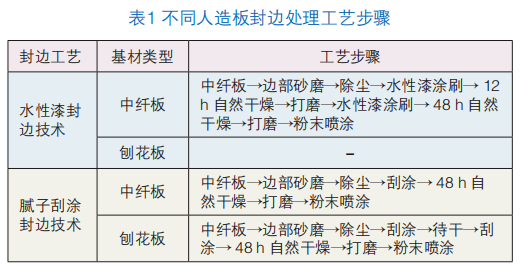
人造板在进行封边处理之前,为去除毛刺,需对基材边部采用180目砂纸磨砂,磨砂后采用压缩空气进行除尘处理。中纤板在初次打磨后,侧边相对平整且无明显孔隙,刨花板经过打磨后平整度有所提高,但是侧边孔隙较多。中纤板水性漆一次涂刷12 h后,采用240目砂纸对边部侧边竖起的纤维毛刺进行粗打磨,然后进行二次水性漆涂刷施工,水性漆封边层48 h完全干燥后,对工件侧边分别采用240目、320目砂纸打磨,为粉末喷涂固化提供平整光滑的
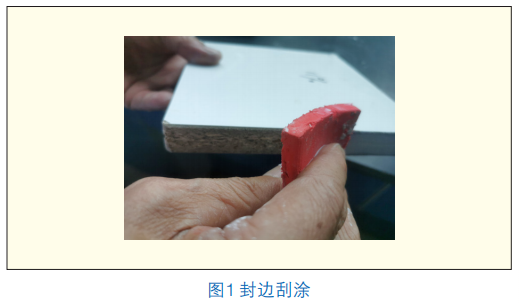
基底表面,使粉末涂料能够熔融流平。由于刨花板侧边孔隙数目较多且尺寸较大,水性漆无法填充,因此,放弃水性漆封边技术在刨花板的应用。中纤板腻子封边刮涂后封边层相对平整;刨花板经过腻子初次封边刮涂后平整,但干燥过程出现凹坑塌陷,为保证封闭层平整性,需要进行二次刮涂处理。人造板封边刮涂(图1)腻子经过24 h干燥后依次采用180目、240目、320目砂纸打磨。
1.2.2 静电粉末喷涂及红外固化
为避免粉末静电喷涂过程中,电压过高而导致的粉层击穿[4],本试验设置静电电压为65 kV,采用手工喷涂,控制喷涂距离15~20 cm。将喷涂好的工件,悬挂进入红外燃气实验炉。由于环氧树脂的分子结构中参与反应的环氧基团一些官能团在红外光谱区存在有较强的吸收峰[5],且根据粉末性能与红外光谱图数据之间的关系。根据红外辐射温度与辐射板波长的关系,将燃气催化实验炉板面温度设置为300 ℃。采用红外热成像仪跟踪工件红外固化过程(图2)中温度变化及采用目视方式观测粉末熔融过程。固化工作过程中,炉体中间区域空气温度大致为80 ℃,工件通过吸收热辐射能量实现升温,当工件整体温度升高到130 ℃后,且观测到工件表面及侧边区域粉末完成熔融,随即将工件移动至炉体外侧冷却,完成人造板粉末喷涂固化过程。

1.3 封边层及涂膜性能测试
本试验根据基材处理与涂膜性能的相关情况,重点对侧边涂层进行涂层外观观测及工件侧边溶胀测试,测试标准参考T/CSTM 00456—2021《中密度纤维板(MDF)粉末喷涂技术规范》。
2 结果与讨论
2.1 试验结果
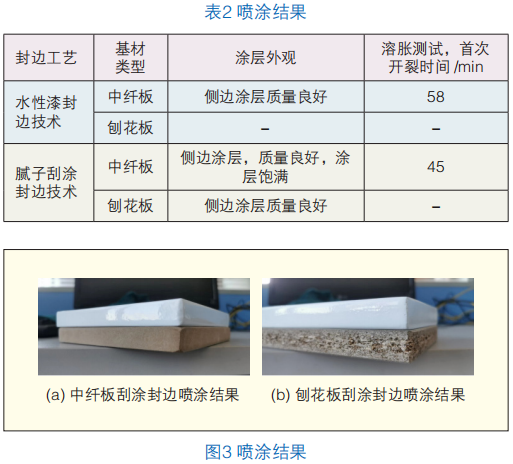
喷涂结果如表2所示,其中中纤板及刨花板采用腻子刮
涂封边工艺的结果如图3所示。
2.2 结果分析
2.2.1 不同封边工艺及封边材料对涂膜质量的影响
本次测试中,由于刨花板水性漆封边,无法提供平整基底,因此水性漆未能实现刨花板粉末喷涂。
中纤板水性漆封边样,中纤板及刨花板腻子刮涂封边样涂层未见开裂、涂层坍塌及气孔之类缺陷。人造板在粉末固化过程中,基材板侧边存在潜在开裂及板内水汽溢出的趋势,由于两种封边材料具备足够的力学性能,抑制了粉末涂层缺陷产生。其中,水性漆及腻子施加到基材侧边时,封边材料内的树脂成分会渗透到基材侧边面的孔隙中,树脂交联后形成“漆钉”,将封边层稳稳地钉扎在板材侧边,从而缓解了基材受热传递的变形影响;此外,水性漆及腻子封边材料在粉末涂层热固化阶段未发生分解及变形,水性漆及腻子形成封边层具备足够的密闭性,阻止了板内物质受热溢出,保证了涂层的完整性。
中纤板粉末喷涂样本中,水性漆封边样本侧边涂层的饱满度要弱于腻子封边层样本,这是因为腻子中含大量滑石粉填料,其打磨性优于水性漆,在相同打磨工艺下,水性漆封边层的粗糙度可能更大一些,从而导致水性漆封边的粉末固化层的饱满度低。
2.2.2 不同封边工艺对MDF粉末涂膜溶胀极限的影响
水溶胀测试用于预测MDF喷涂粉末涂料后,其组建边缘开裂的可能性,也可以用于初步评估封边层的性能。溶胀测试过程中,裂纹出现的过程大致是:边缘孔周边板材首先吸水膨胀,其中,人造中纤板的密度是影响板材水分扩散
的重要因素。随着水分不断扩散到板材边缘,板材侧边涂层逐渐有开裂趋势,由于封边层的限制,边缘的膨胀变形受到限制,该过程中粉末涂层的完整。随着水溶胀测试的继续开展,边缘板材吸水逐渐增多,封边层逐渐无法抵制板材开裂,封边层及粉末涂层拉裂,出现第一条裂纹。
粉末喷涂人造板水溶胀测试极限与中纤板的密度、封边层及粉末涂层材料抗裂性能密切相关。本次参与测试的中纤板密度为690 kg/m3,人造中纤板水性封边及腻子刮涂封边溶胀测试中首条裂纹出现的时间接近,分别是58 min及45 min,由此可大致推断,本次试验中腻子刮涂封边层的性能与水性漆封边层性能接近。
3 结语
(1) 由于水性漆缺乏足够填充性,无法满足类似刨花板之类疏松且多孔的人造板基材粉末喷涂封边应用。耐高温腻子刮涂工艺,具有高填充性、易施工、易打磨及高封闭性的优点,可实现中纤板及刨花板粉末喷涂应用。
(2) 人造板粉末喷涂腻子刮涂封边处理工艺,采用传统的批灰施工方式,可以实现各种形状的人造板封边处理,是一种兼顾填充性及高操作自由度的低成本、高效的封边工艺,为进一步丰富人造板低温粉末喷涂封边技术类型提供参考。
参考文献:
[1] 窦心涛,周师岳. MDF人造板粉末静电涂装技术[J]. 涂料技术与文摘,2014,35(3):42-46.
[2] 全国人造板标准化技术委员会. 人造板及饰面人造板理化性能试验方法:GB/T 17657—1999[S]. 北京:中国标准出版社,1999.
[3] 刘际平,高志豪,顾颂文. 一种热敏基材封边的固化方法:201410025193.6[P]. 2014-01-20.
[4] 南仁植. 粉末涂料涂装技术[M]. 北京:化学化工出版社,2014.
[5] 王一建,骆剑,费海峰,等. 人造板粉末涂装红外加热快速固化技术[J]. 涂料技术与文摘,2016,37(8):19-23.
来源:2021/2022中国粉末涂料与涂装行业年会会刊
作者:文 / 陈 灵 / 谢羽骐 / 任 华 (江西迈亚科技有限公司)

主办单位:中国住建部建筑涂料工程研究中心 | 合作单位:《中国建筑色卡》项目组
涂料技术总群:215349093 | 涂料商务总群:325412434 | 涂料商务总群:325412434
站长信箱:coatingol@163.com | 业务QQ: 1561418108 | 电话:15986629950(微信同号)
涂料在线 版权声明 | 免责声明 | 粤ICP备18041746号 | 涂料在线——涂料、油漆行业门户!
